

怎么解决紫铜攻丝粘附铜丝的问题?
文章出处:http://www.duomi18.com
作者:多米机械
人气:次
时间:2019-03-21
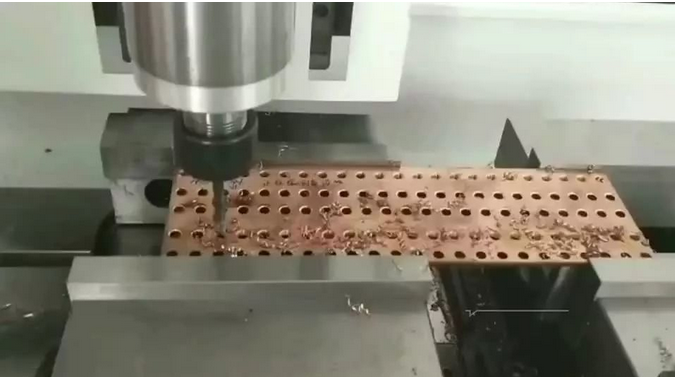
紫铜由于材质比较软,在攻丝加工时比较容易粘刀,导致丝锥容易断刀,下面是多米技术工程种介绍的减轻紫铜攻丝加工时粘刀的一些方法。
第一、选择适合的丝锥
如果我们的产品需要加工的是通孔,那么可以选择直槽丝锥或先端丝锥。由于直槽丝锥沟槽切削刃平行于丝锥轴线,加工通孔时铜丝就会顺着沟槽掉出来。
如果产品需要加工的是盲孔,那么最好选择螺旋丝锥。螺旋丝锥在攻丝时,螺旋槽的上升旋转作用更容易把铜丝排出孔外,以免铜屑残留或堵塞于沟槽内,而造成丝锥折断。
另外紫铜攻丝也可以选用挤压丝锥,挤压丝锥不会产生铜屑,自然也就没有铜丝粘刀的可能性了。

第二、选择适合的加工方式
这里要介绍一种啄钻的加工方式,钻孔加工时我们可以通过啄钻来强制断屑,攻丝时也一样可以采用啄钻的加工方式来强制断屑。啄钻加工一般是加工深孔时候常采用的方法,钻头每钻一定深度就退后一点或者完全退出孔,以强制断屑方式排屑。
比如我们可以采取每钻或攻1-5mm就退刀0.2mm的进给方式,这样强制断屑并由内冷将铜屑冲出,这样的加工方式,由于退刀很少只有0.2mm,在实际加工中几乎感觉不到退刀动作,加工出的孔的精度和光度都能得到保证。也可以钻或攻一定深度后比如1-5mm,刀具完全退出孔外排屑后再进到孔内继续钻孔或攻丝。完全退出的加工方式是在加工比较硬的材质时候,刀具退到产品表面可以让刀具完全冷却,另外就是可以将孔里的残屑完全带出,为下一道工序做准备,如绞孔,攻丝等.
多米数控钻孔机床均可以在数控系统里把需要加工的参数设定好,比如加工多少深度再退刀,退刀多少再进入孔内加工,这个我们完全可以根据实际加工情况而自行更改。
相关资讯
- 多米(广东)智能装备有限公司发布2026款热熔钻孔攻丝机:双工位不停机加工,助力薄壁管材加工效率提升数倍
- 多米智能装备与麦克合作空调钢集管组件分流孔加工项目纪实
- 多米数控热熔钻孔攻丝工艺详解
- 数控钻孔攻丝机厂家:复杂零件加工一机解决
- 数控钻孔机交货周期常见问答(FAQ)
- 为什么数控自动钻孔机比手动台钻贵?
- 多米 数控钻床的稳定性
- 多米非标数控钻攻机的优势
- 多米自动换刀数控钻攻机有哪些优势?
- 数控高速钻孔机在能源行业的应用


最新产品
自动换刀侧面卧式数控钻攻机
-

- 这款自动换刀侧面卧式数控钻攻机,凭借精准的结构设计、智能的操控系统与稳定的性能表现,成为金属加工领域的高效解...
全自动数控钻攻一体机,四轴/自动换刀机型
液冷管专用数控热熔钻攻机
12米长有效行程四轴数控双头圆管钻孔机
小型龙门数控钻攻机
同类文章排行
- 多米(广东)智能装备有限公司发布 2026 款数控四轴高速钻孔机:面向微孔加工与双面自动化钻孔场景提升效率与精度
- 签单后,自动钻孔机到货前,客户需做好这些准备
- 数控加工 29 条实操精髓:老师傅总结的实战指南
- 数控钻孔机凭什么能够取代台钻成为制造业新宠?
- 自动钻孔机选择伺服电机的好处
- 稳定性在数控钻孔机的重要性
- 为什么越来越多的工厂选择数控钻孔机代替手动台钻
- 数控热熔钻孔攻丝一体机
- 数控圆管自动钻孔机介绍
- 圆管数控钻孔机在锥形过滤配件加工中的应用

 销售一部
销售一部